")
")
Deceraggio e sinterizzazione di parti stampate in acciaio 316L e 17-4 PH
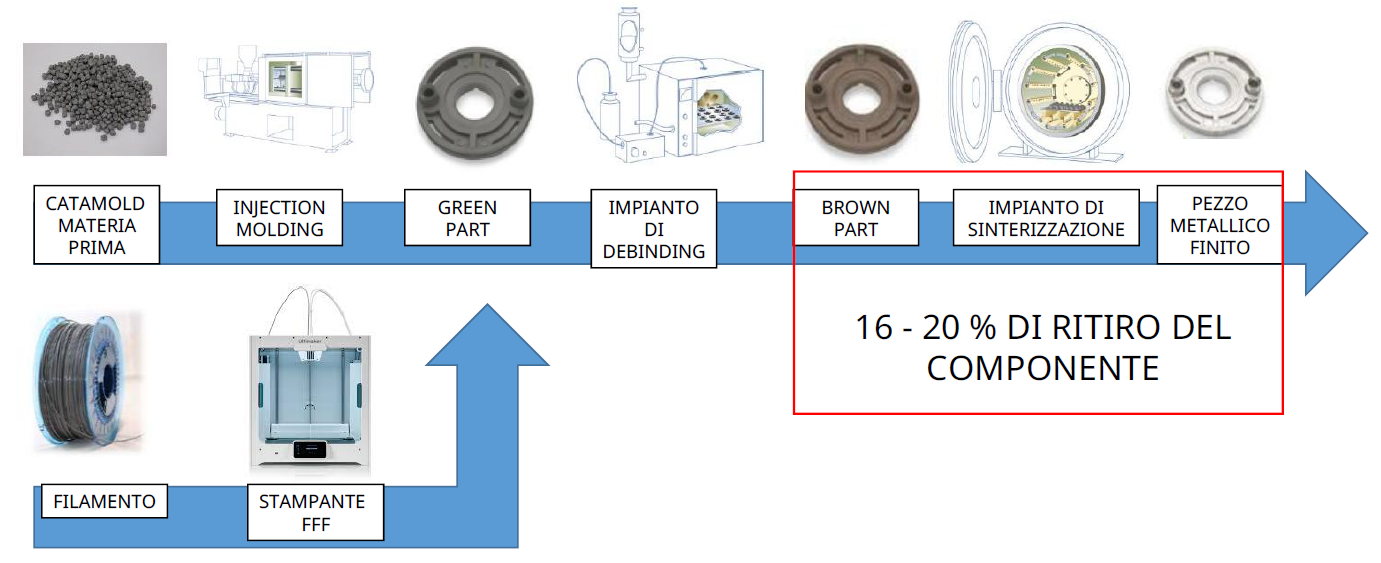
La Stampa 3D di Filamenti Metallici si interpone nel già collaudato processo di Metal Injection Molding (MIM).
Il MIM utilizza polveri selezionate di metalli mescolate a polimeri leganti (binders) fino a formare un unico impasto chiamato feedstock (catamold).
Il catamold viene iniettato in uno stampo allo scopo di ottenere la forma voluta che viene chiamata “green part”.
La Green Part però può essere ottenuta non solo con macchinari costosi come lo stampo per l’Injection Molding ma anche utilizzando un filamento metallico come ad esempio BASF Ultrafuse 316L, l’acciaio inossidabile austenitico più comune, o BASF Ultrafuse 17-4PH, acciaio inossidabile ad elevata resistenza alla corrosione, estrudendo il filamento con una stampante 3D FFF.
L’Ultrafuse 316L è stato profilato da BASF sulla stampante 3D Ultimaker S5, dotata di un apposito Print Core ideale per la stampa dei materiali abrasivi come i filamenti metallici, ma può essere stampato su ogni stampante dotata di estrusore che raggiunga i 240°C e piano di stampa 90°C.
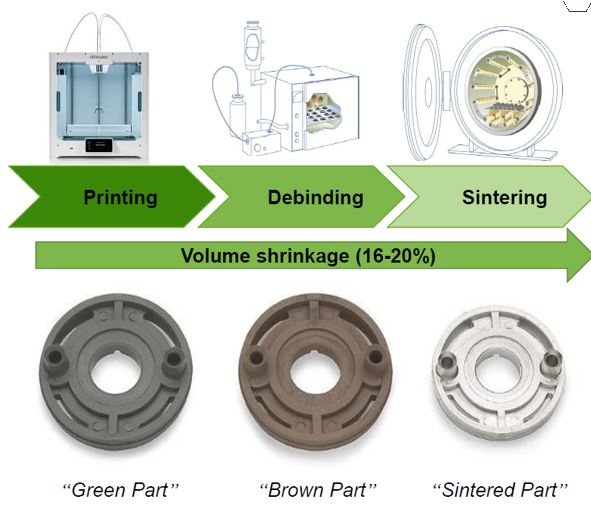
Trattamento termico-chimico di deceraggio e sinterizzazione
Dopo il deceraggio (debinding), trattamento di separazione dei polimeri dal metallo, avviene la sinterizzazione (sintering) in atmosfera controllata ad una temperatura inferiore a quella di fusione.
Dopo la sinterizzazione la densità ottenuta garantirà equivalenti caratteristiche meccaniche di particolari microfusi in cera persa o realizzati in MIM.
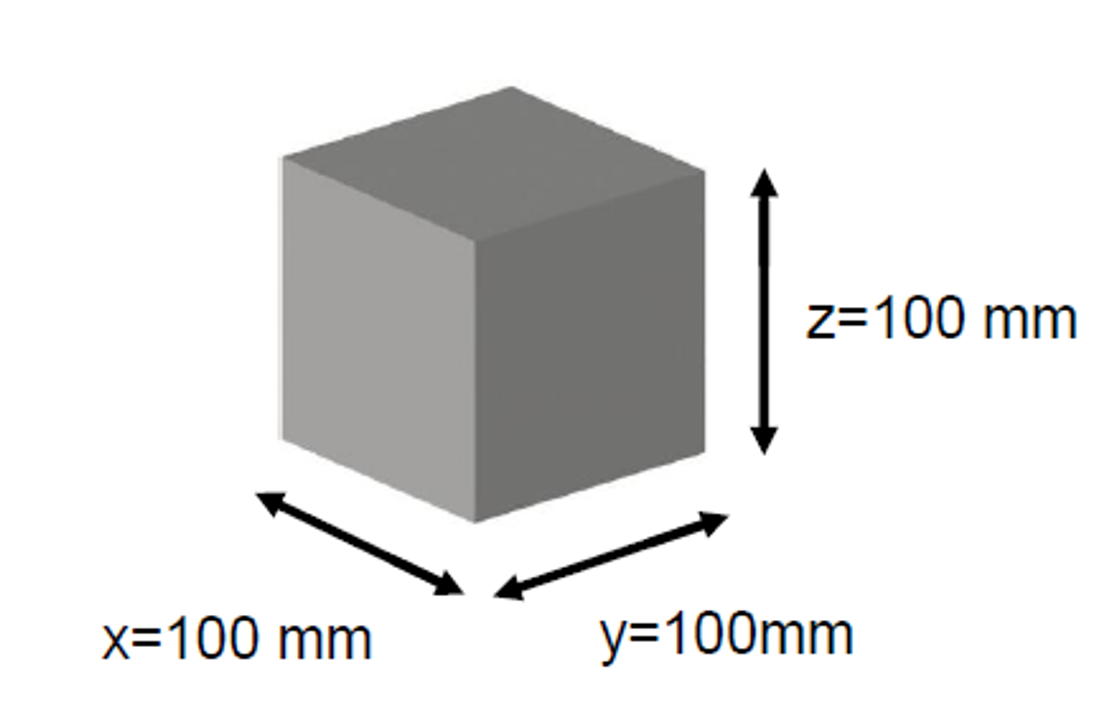
Come si nota dall’immagine, il modello STL, in fase di slicing, dovrà essere scalato per compensare i ritiri.
Perciò potremo settare sul software CAM di slicing su X e Y +119,98% (316L) o +120% (17-4 PH) e su Z +126,01.
I TRE SERVIZI OFFERTI DA FASTPARTS:
- Stampa 3D in Ultrafuse 316L/17-4 PH + Trattamenti di Debinding e Sinterizzazione, tramite l'invio del file STL/STEP del componente da stampare
- Trattamenti di Debinding e Sinterizzazione, tramite l'invio del componente già stampato.
- Guida al design ottimizzato per i trattamenti di Debinding e Sinterizzazione.
Guida al design dei componenti da stampare in 316L
Le dimensioni del pezzo influenzano la stabilità del componente durante i processi di D&S.
Il fattore limitante è il carico dovuto alla forza di gravità.
Fino a 100 mm per ogni lato il risultato è assicurato!
Per evitare il collasso strutturale l'altezza non deve superare più di 3 volte lo spessore della base e il minimo spessore pareti non deve essere inferiore a 8 decimi di millimetro (c = 0.8mm).
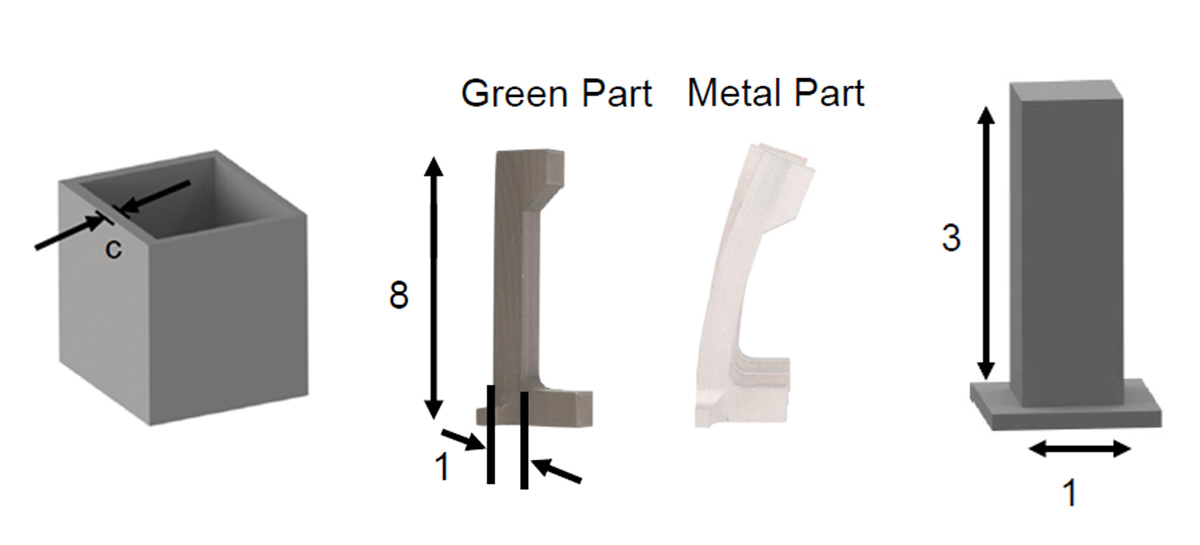
Per evitare che i fori si occludano durante la sinterizzazione è importante osservare che il gap tra 2 parti sia sempre superiore a 0,7 mm.
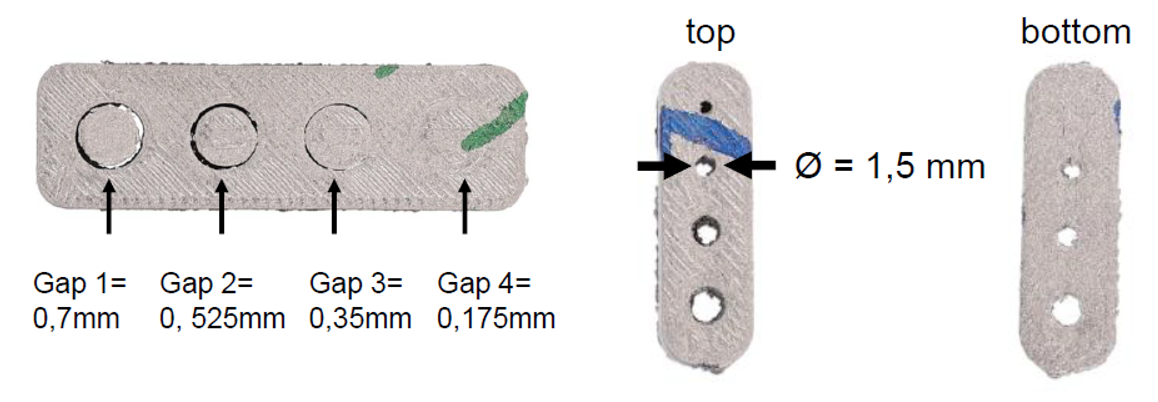
Per i fori stampati in verticale, oltre gli 8 mm di diametro occorrerà inserire i supporti.
NOTE: in caso di invio pezzi già stampati a FastParts, questi dovranno includere anche i supporti stampati con lo stesso materiale metallico usato per la stampa. I supporti non vanno rimossi!
Parametri di stampa
- Temperatura di Estrusione 240-250°C
- Temperatura Piano 90-120°C
- Camera Chiusa (se disponibile) e Raffreddamento Spento
- Altezza Layer Consigliata < 0,15mm per avere gap piccoli tra i Layer
Perchè scegliere questa tecnologia
- Bassi Costi di Investimento
- Materiale stampabile su qualsiasi stampante FFF
- Semplice Gestione dei Materiali
- Utilizzo Filamento e non Polveri
- Servizi di Post-Processing Affidabili
- Deceraggio e Sinterizzazione